Vertical internal automatic hot wire TIG overlay welding machine

Vertical internal automatic hot wire TIG overlay welding machine suppliers

Vertical internal automatic hot wire TIG overlay welding machine factory

Vertical internal automatic hot wire TIG overlay welding machine best

Vertical internal automatic hot wire TIG overlay welding machine high quality

2
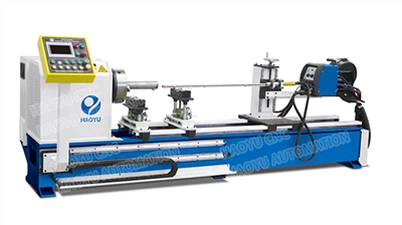
เครื่องเชื่อมโอเวอร์เลย์ TIG แบบลวดร้อนอัตโนมัติภายในแนวตั้ง
เชื่อมการซ้อนทับแบบวงกลมบนท่อ/ท่อ ความหนาและความกว้างของการหลอมละลายถึงความต้องการในการทำงาน ด้วยลักษณะการเชื่อมที่สม่ำเสมอและราบรื่น
คำอธิบาย
เครื่องเชื่อมโอเวอร์เลย์ TIG แบบลวดร้อนอัตโนมัติภายในแนวตั้ง

I. วัตถุประสงค์หลัก
- ซ่อมแซมรูภายในที่สึกหรอหรือชำรุด (เช่น กระบอกไฮดรอลิก รูเพลาท้ายเรือ และตัวเรือนแบริ่งขนาดใหญ่)
- เสริมความแข็งแกร่งให้กับพื้นผิวของรูภายในโดยการซ้อนทับชั้นของวัสดุโลหะผสมที่มีคุณสมบัติพิเศษ (เช่น ความต้านทานการสึกหรอ ความต้านทานการกัดกร่อน และความต้านทานต่ออุณหภูมิสูง-)
- บรรลุการผลิตจำนวนมากและการผลิตที่ได้มาตรฐานของการเชื่อมซ้อนทับภายใน ทำให้มั่นใจในคุณภาพที่มั่นคง และลดการพึ่งพาช่างเชื่อมที่มีทักษะสูง

ครั้งที่สอง กระบวนการทำงาน
1.การหนีบชิ้นงาน: ยึดชิ้นงานที่จะเชื่อม (เช่น กระบอกสูบ) ในแนวนอนหรือแนวตั้งเข้ากับแคลมป์แกนหมุน
2.การตั้งค่าพารามิเตอร์: ขึ้นอยู่กับวัสดุชิ้นงาน เส้นผ่านศูนย์กลางรู วัสดุการเชื่อม และข้อกำหนดด้านความหนา ให้ตั้งค่าต่อไปนี้บนหน้าจอสัมผัส:
ความเร็วแกนหมุน n (รอบต่อนาที)
ความเร็วในการเดินทางของคบเพลิงเชื่อม v (มม./นาที)
กระแสเชื่อม, แรงดัน, ความเร็วป้อนลวด
จำนวนชั้นเชื่อม จำนวนการทับซ้อน
3. การวางตำแหน่งคบเพลิงเชื่อม: ใส่คบเพลิงเชื่อมลงในรูไปยังจุดเริ่มต้นด้วยตนเองหรือโดยอัตโนมัติและปรับความยาวและมุมของส่วนขยายของสายไฟ (โดยปกติจะเป็นมุมเอียงไปข้างหน้า)
4. การเชื่อมอัตโนมัติ:
หลังจากการสตาร์ท ชิ้นงานจะหมุนด้วยความเร็วคงที่ ในขณะที่หัวเชื่อมจะเคลื่อนที่ด้วยความเร็วคงที่ในแนวแกน
การเคลื่อนไหวร่วมกันของการเคลื่อนไหวทั้งสองนี้ทำให้เกิดรอยเชื่อมเกลียวต่อเนื่องบนผนังด้านใน
ด้วยการควบคุมอัตราส่วนของความเร็วในการหมุนต่อความเร็วในการเคลื่อนที่ ระยะพิทช์และการทับซ้อนของขอบเชื่อมจึงสามารถควบคุมได้อย่างแม่นยำ ทำให้มั่นใจได้ว่าขอบเชื่อมจะเรียบเนียนและสม่ำเสมอ
หลังจากการปฏิวัติหนึ่งครั้งหรือมากกว่า อุปกรณ์จะหยุดการเชื่อมและเติมปล่องโดยอัตโนมัติ
5.การเชื่อมหลายชั้น-: หากจำเป็นต้องใช้ชั้นที่หนาขึ้น อุปกรณ์สามารถยกหัวเชื่อมขึ้นสูงหนึ่งชั้นได้โดยอัตโนมัติเพื่อทำการเชื่อมแบบเกลียวในชั้นถัดไป ทิศทางสามารถอยู่ตรงข้ามกับชั้นก่อนหน้าเพื่อลดความเครียด

III. ส่วนประกอบหลัก
1.เฉพาะไฟฉายเชื่อมภายใน:ส่วนประกอบหลักมักจะเรียวและระบายความร้อนด้วยน้ำ- โดยมีหัวฉีดนำไฟฟ้าในตัว เลนส์แก๊ส ตัวป้อนลวด และช่องก๊าซป้องกัน

2.ระบบซีเอ็นซี:PLC + มนุษย์-อินเทอร์เฟซเครื่องจักร (HMI) ใช้สำหรับการเขียนโปรแกรม จัดเก็บพารามิเตอร์กระบวนการเชื่อม และควบคุมการเคลื่อนที่ที่ประสานกันของแกนทั้งหมด

3. เซอร์โวมอเตอร์ขับเคลื่อนลีดสกรูเพื่อหมุน เพื่อให้หัวเชื่อมเคลื่อนที่ไปทางซ้ายและขวาภายในกลไกการปรับ ดังนั้นจึงรับประกันตำแหน่งการทำงานของหัวเชื่อมก่อนการเชื่อม

4. ระบบการเคลื่อนที่ของคบเพลิงเชื่อม: เซอร์โวสไลด์หรือโครงสำหรับตั้งสิ่งของ การควบคุมแนวแกน (แกน Z-) การเคลื่อนที่ในแนวรัศมี (แกน X-) และการแกว่งของหัวเชื่อม

5.ระบบป้อนลวด:เครื่องป้อนลวดเซอร์โวที่มีความแม่นยำสูง- โดยใช้แกนม้วนลวดขนาดเล็ก ทำให้มั่นใจได้ว่าการป้อนลวดจะราบรื่นและมั่นคงโดยไม่มีความผันผวน กลไกการหมุน: เซอร์โวมอเตอร์ขับเคลื่อนหัวเชื่อม ทำให้หัวเชื่อมหมุน

IV. ซื้อข้อกำหนดเบื้องต้น

ข้อมูลชิ้นงาน:
- วัสดุ: ประเภทโลหะของการเชื่อมซ้อนทับและวัสดุฐาน (เช่น เหล็กกล้าคาร์บอน สแตนเลส โลหะผสมนิกเกิล- เป็นต้น)
- เส้นผ่านศูนย์กลางและความลึกของรู: เส้นผ่านศูนย์กลางและความลึกของรูในขั้นต่ำ/สูงสุด (อัตราส่วนความลึก-ถึง- เส้นผ่านศูนย์กลาง) วิธีนี้จะกำหนดขนาด ความแข็งแกร่ง และวิธีการป้อนลวดของหัวเชื่อมและแกนตัวนำโดยตรง
- ขนาดและน้ำหนักของชิ้นงาน: กำหนดความสามารถในการรับน้ำหนัก- ขนาดหัวจับ และโครงสร้างเครื่องมือกลของเครื่องเชื่อม
- ตำแหน่งการซ้อนทับของรอยเชื่อม: เป็นรูตรง, รูขั้นบันได, รูเรียว หรือหน้าปลายหรือไม่? จำเป็นต้องใช้ฟิลเลอร์แบบสั่นหรือไม่?
- ข้อกำหนดการซ้อนทับของรอยเชื่อม: ความหนา ความกว้าง ชั้นเดียว/หลาย- ข้อกำหนดในการควบคุมอัตราการเจือจาง และข้อกำหนดการตกแต่งพื้นผิว
หากคุณต้องการอุปกรณ์การเชื่อม อย่าลังเลที่จะติดต่อเรา เรามีทีมงานเชื่อมมืออาชีพคอยแก้ไขปัญหาการเชื่อมของคุณ
V. Vedio สำหรับการอ้างอิงของคุณ
เครื่องเคลือบพื้นผิว AutomaticTIG สำหรับท่อสแตนเลส
ป้ายกำกับยอดนิยม: เครื่องเชื่อมซ้อนทับ TIG ลวดร้อนอัตโนมัติภายในแนวตั้งจีนผู้ผลิตผู้จำหน่ายโรงงาน
ส่งคำถาม
คุณอาจชอบ